If you've ever bought a graphic tee and wondered why the print felt plasticky, cracked after three washes, or looked nothing like the mockup image — congratulations, you've encountered the print method problem. The two dominant techniques in the graphic tee world are screen printing and direct-to-garment printing, and the difference between them affects everything from how the tee feels to how long the design lasts.
Neither method is universally better. They have different strengths, different economics, and different ideal use cases. Understanding the trade-offs is the difference between making an informed purchase and just hoping for the best.
Screen Printing: The Industry Standard
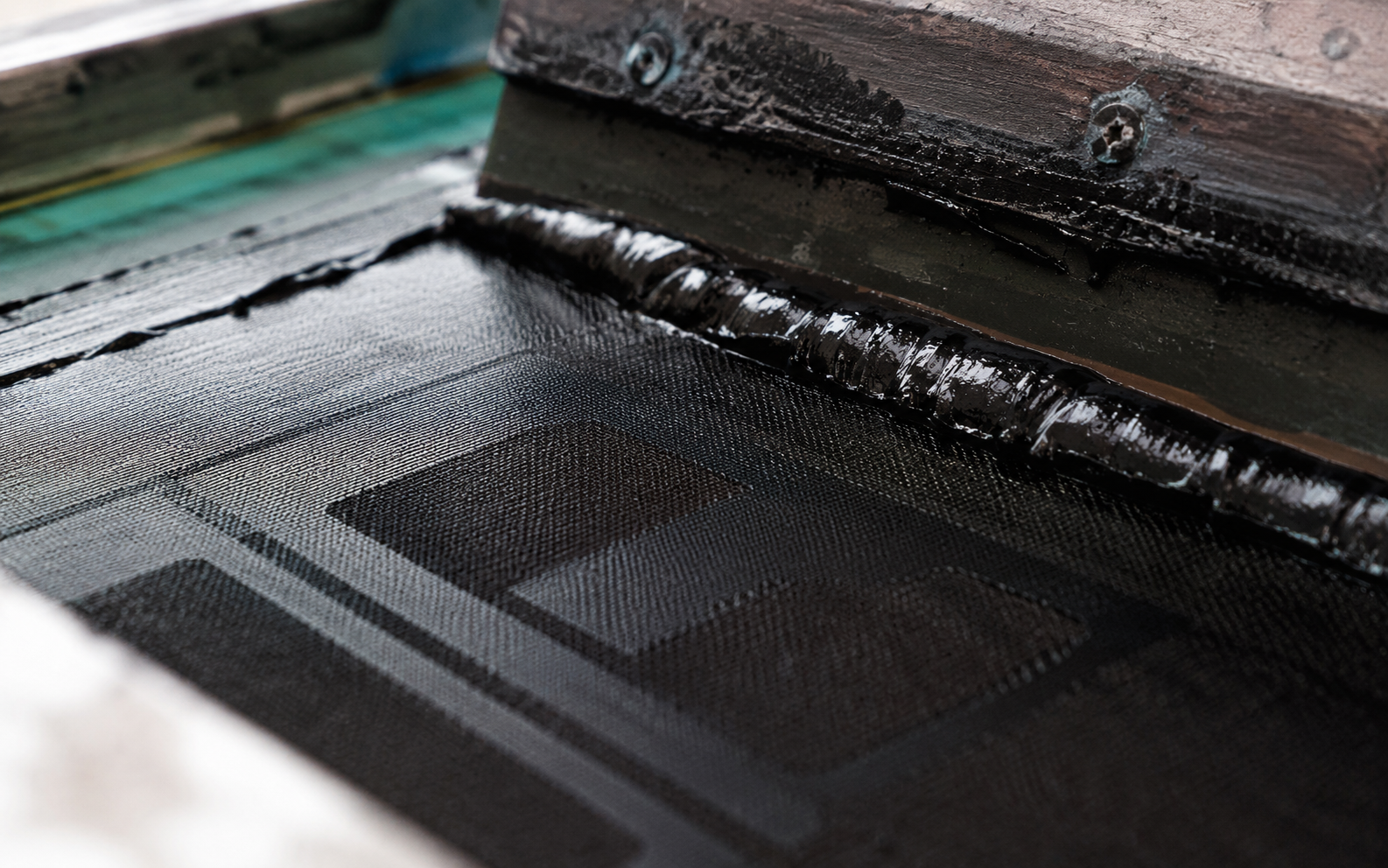
Screen printing has been the backbone of the t-shirt industry for decades. The process involves pushing ink through a mesh stencil onto the fabric, one colour at a time. Each colour requires a separate screen, which means setup costs are front-loaded. A four-colour design might cost several hundred to set up, but once those screens are made, each additional unit costs very little to print.
The result is a print with real presence. Water-based screen printing inks soak into the fabric fibres, creating a print that feels like part of the garment rather than sitting on top of it. Plastisol inks sit on the surface and have a slightly rubbery feel, but they're incredibly durable and produce vivid, opaque colours even on dark fabrics. A well-executed screen print on a quality blank will still look sharp after fifty washes.
The limitation is complexity. Photographic images, gradients, and designs with dozens of colours are either impossible or prohibitively expensive to screen print. It's a technique that rewards bold, graphic designs with limited colour palettes — which is why so many iconic tee designs use five colours or fewer.
DTG: The Digital Approach
Direct-to-garment printing works like an inkjet printer for fabric. The shirt goes on a platen, and a print head sprays water-based ink directly onto the surface. There are no screens, no colour separations, no setup costs per design. You can print a full-colour photograph with unlimited detail on a single shirt, and the per-unit cost is the same whether you're printing one or a thousand.
This makes DTG perfect for small runs, on-demand printing, and designs with photographic elements or complex colour work. It's the technology that enables print-on-demand services — upload a design, and it's printed only when someone orders it. No inventory risk, no minimum order quantities.
The trade-off is durability and feel. DTG prints sit on top of the fabric more than water-based screen prints, and they tend to fade faster with washing. On dark garments, a white pre-treatment layer is required, which can feel stiff. The technology has improved enormously in recent years, but a side-by-side comparison with a good screen print still reveals differences that matter to anyone who cares about their tees.
What Should You Actually Care About?
For the end consumer, the print method matters less than the execution. A skilled DTG operator on a well-maintained machine with quality inks will produce a better result than a lazy screen printer using cheap plastisol on a bargain blank. The method is the starting point, not the whole story.
What you should actually look for: how does the print feel when you touch it? Is it soft and integrated, or plasticky and raised? Does the colour look consistent and saturated? Are fine details crisp or muddy? These questions matter more than whether the label says "screen printed" or "digitally printed." The best brands obsess over these details regardless of which method they use, and that obsession is what you're really paying for.